













최근 세계적으로 점진적으로 증가하는 Jewelry Accessory 시장에서 요구하는 제조원가 절감과 높은 품질에 부응하기 위하여 만들어진 동 (Brass) 주조용 석고입니다.
M21은 마지막 도금작업을 위한 전처리 작업을 최소화 하기 위하여 미려한 주조 표면과 경제적인 동(Brass) 주조 작업을 위한 제품입니다.• 용도 동(Brass) -

-
WATER TO POWDER RATIO MACHINE VACUUM MIXING 36:100 HAND MIX THEN VACUUM 38:100 Do not cast with a flask temperature lower than 650°C
Slurry temperature 21°C
Leave for 90 min to stand before burnout -
MACHINE VACUUM MIXING min. Weigh out water & powder 0 Add powder to water Mix under vacuum 1 Stop mixer and scrape blades 0.5 Mix under vacuum 3.5 Pour flasks 2 Vacuum flasks 1 Total time taken 8 HAND MIX THEN VACUUM min. Weigh out water & powder 0 Add powder to water Mix by hand 1 Mix with machine 3 Vacuum mixer bowl 1 Pour flasks 1 Vacuum flasks 2 Total time taken 8 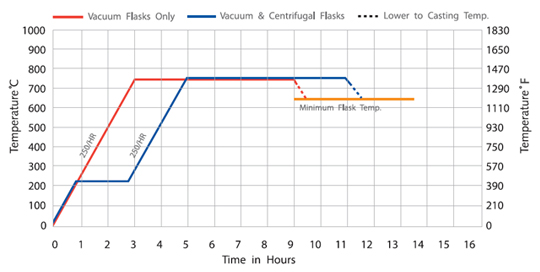
Do not remove flasks from furnace to cast until they have been held at casting temperature for a minimum of 1 hour. If held for less than 1 hour, the core of the flasks will be at a much higher temperature than the digital temperature display states, and may result in metal mould reaction.