| |
 |
| |
| Phosphate-bonded investment powders set in an exothermic reaction. This means that heat is generated during the chemical reaction taking place when the material sets. Heat acts as a catalyst to the reaction, therefore speeding up the setting time and thus making the investment thicker. In order to achieve optimum results it is very important that slurry temperature is kept as low as possible and must be below 21°C / 70°F; this may be done by using refrigerated water. In-line water refrigeration systems are readily available and relatively inexpensive. Water temperatures as low as 3°C / 37°F can be used; at this temperature extended work times and a thinner slurry will be experienced. |
| |
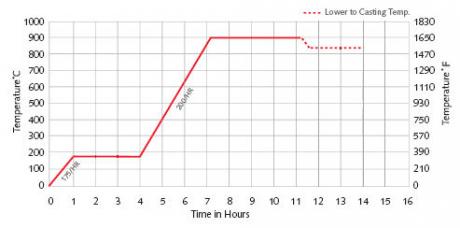
| Phosphate bonded investment powders are less permeable than gypsum bonded investment powders, therefore in order to achieve a clean and complete burnout it is necessary that the top burnout temperature of 900°C / 1650°F is reached to remove the entire carbon residue from the mould. |
| |
| Gold Star HT must not be steam de-waxed as it will break down the mould. After casting, the flask can be quenched in a water bath where the vast majority of the investment will be removed by the thermal shock, minimising the remainder of the cleaning. |
| |
| Recommended Grade of Stainless Steel |
| |
| GSP has developed and produced at the Goodwin Steel Castings foundry, a specially formulated 316 stainless steel alloy especially for the jewellery casting market. The alloy JC-316 S/S has excellent flow properties providing complete fill of fine detail and oxide-free castings. |
| |
WATER TO POWDER RATIO
|
32:100
|
|
DO NOT STEAM DE-WAX |
| |
|
| MACHINE VACUUM MIXING |
min. |
| Weigh out water & powder |
0 |
| Add powder to water |
| Mix under vacuum |
3 |
| Pour flasks |
1 |
| Vacuum flasks |
1.5 |
| Total time taken |
5.5 |
|
| HAND MIX THEN VACUUM |
min. |
| Weigh out water & powder |
0 |
| Add powder to water |
| Mix by hand |
0.5 |
| Mix with machine |
1.5 |
| Vacuum mixer bowl |
1 |
| Pour flasks |
1 |
| Vacuum flasks |
1.5 |
| Total time taken |
5.5 |
|
| |
|
|
 |
| |
| Do not remove flasks from furnace to cast until they have been held at casting temperature for a minimum of 1 hour. If held for less than 1 hour, the core of the flasks will be at a much higher temperature then the digital temperature states, and may result in metal mould reaction. |
| |